
KNOW ABOUT US
WHO WE
ARE
VMS is a distinguished consultancy organization providing engineering, architecture and project management services. VMS has a longstanding and illustrious track record spanning 60 years and 2,000+ projects. The firm was founded in 1963, by Dr. Rasvihari Vakil, Dr. Mahendra Mehta and Mr. Ramesh Sheth as a pioneering, knowledge and research-oriented organization.
From our office in Ahmedabad, we work on projects located all over India as well as international locations. Our current staff strength is 100+ that includes highly experienced and skilled multidisciplinary professionals. Our clients are leading Indian and International companies and public sector organizations.
Our Services
Our Projects






-

How Smart Clothing Enhances the Safety and Performance of Workers
In the fast-paced world of industrial manufacturing, safety and performance are paramount. As technology continues to advance, so too does the potential to revolutionize the workwear worn by factory workers. Traditional workwear has served its purpose, but the future lies in
-
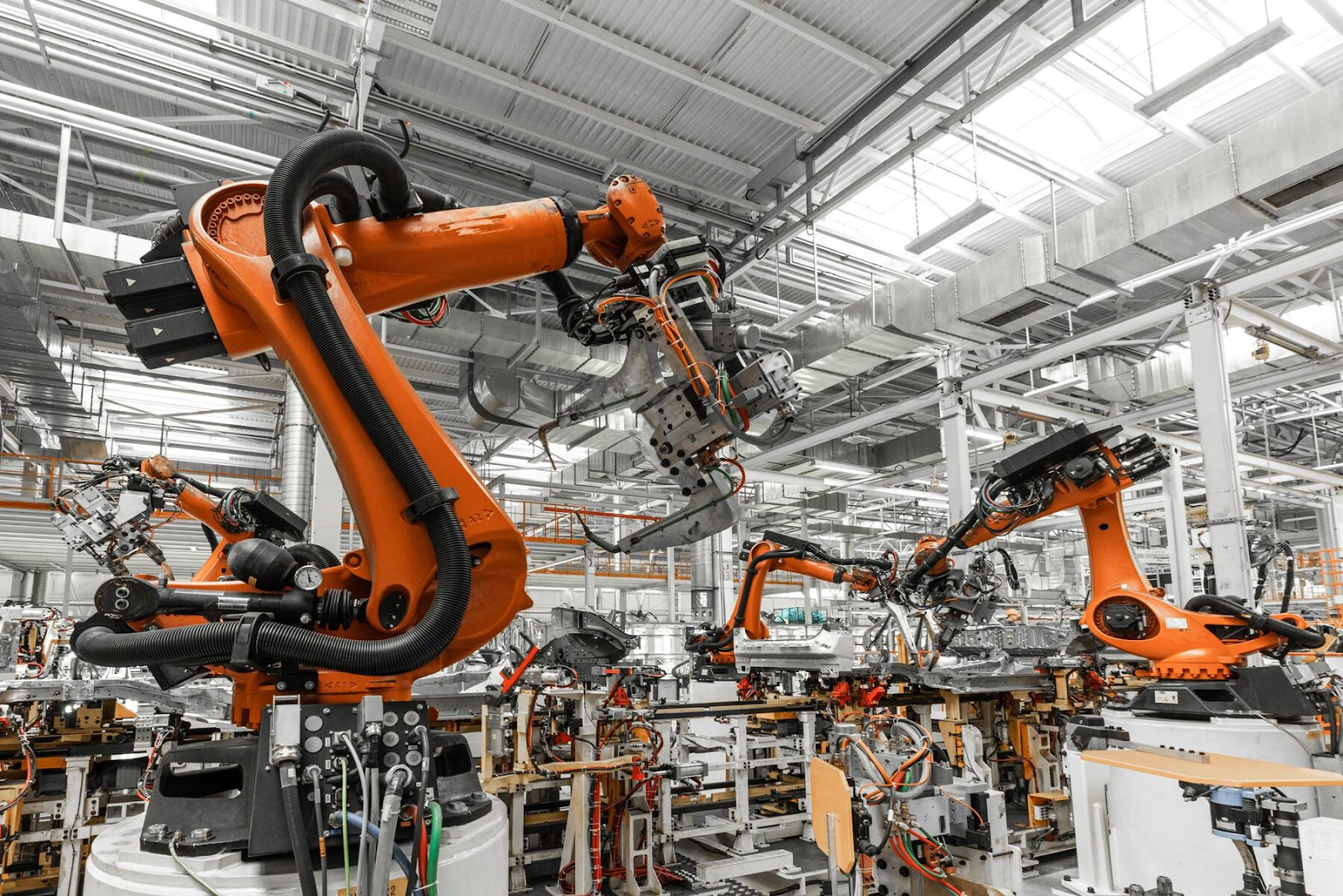
How Automation is Changing the Roles of Humans in Manufacturing?
A significant transformation is taking place in manufacturing due to advances in automation and robotics. While these technologies promise increased efficiency and productivity, they also raise questions about the future roles of humans in manufacturing factories. As we prepare for this
-

Engaging Local Stakeholders for Mutual Benefit
In today's interconnected world, building strong community ties is essential for businesses looking to thrive in their local environments. Whether you're a small business or a large corporation, engaging with local stakeholders can create a ripple effect of positive outcomes,
VMS was appointed as principle Architect and structural consultants by Uflex. They performed well during entire span of project and supported entire site team by providing immediate response where ever asked from site. They are ready to accept suggestion given by site team, vendor, supplier to reduce execution time and improve quality of work. Initially they were in very much advance stage for providing GFC at site where 2 contractual milestones achieved ahead of schedule.

With technical skills and expertise, VMS has played its role very well in development of our Greenfield Project at Changodar. Their result-oriented involvement in project management helped to achieve the time line of the project, within the budget. We really appreciate your efforts and professionalism by which you have completed the project well on time.

We are thankful to VMS for their long association with us and providing sincere & effective services. Their cooperation & needful services has helped to our business for smoothly operation and has let to respectful & meaningful business relationship between the organisations.

VMS was engaged by Metso to provide consulting Engineering Services for the design and construction of an Industrial Park (Metso Park). We are satisfied with the services provided by VMS and would recommend them without hesitation.

We would like to thank VMS for their contribution in successful completion of our fast paced project of Blade Manufacturing Unit at Baroda. Based on our satisfactory experience, we have extended our relationship and have appointed VMS for our new Greenfield Project at Andhra Pradesh.
See More
VMS is a distinguished consultancy organization providing Design, Engineering, Architecture & Project Management Services to various industrial segments.
Our experts are highly qualified professionals from premier institutes and successful careers in consulting, Meet VMS Consultants Expert Engineers and Architectural Consultants in India.
We are based in Ahmedabad – Gujarat, and we work on projects located all over India as well as international locations.
Searching for an Experience Engineering Consulting Companies, Engineering and architecture Firm in India, Architecture consultants India, Engineering consultant firm in India?
Contact VMS Consultants today for architectural consultant services, Engineering Consultancy Services in Architect consultant India, architectural firm in India, engineering firm in India, engineering firm India.
Searching for Best PMC Consultant, Top Factory Architect, Industrial Architect in Ahmedabad, Gujarat, India ?
Contact PMC Consultant in Vadodara, PMC Consultant in Gujarat, Factory Architect in Ahmedabad, Factory Architect in Gujarat, Best factory Architect in India, Top factory Architect in India, Industrial Architect in Ahmedabad. We are known for Top Industrial Architect in Gujarat, Best industrial PMC in India.
Email us at contact@vmsconsultants.com or call us at +91 79 4023 6236